1 min read
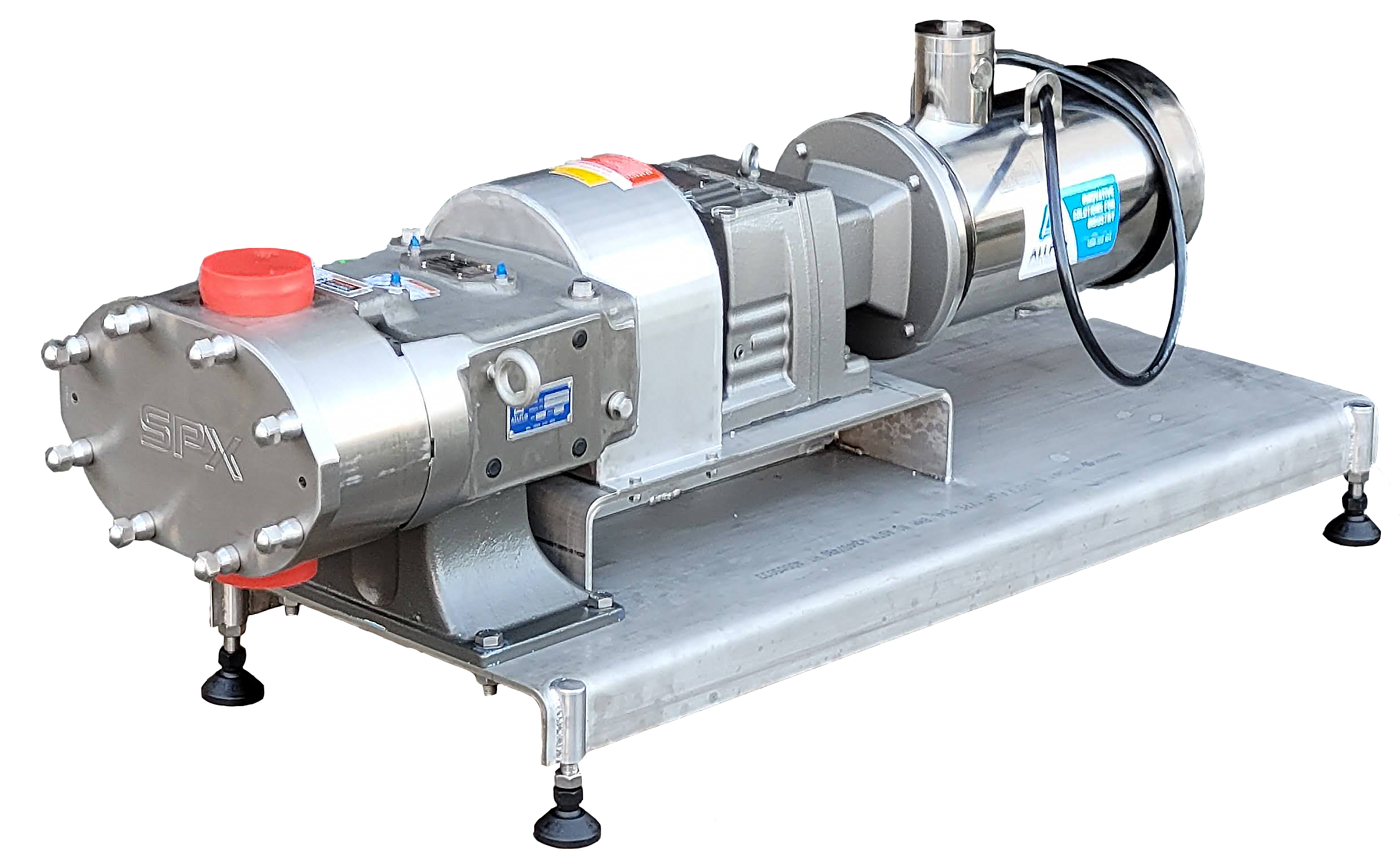
Lobe Pump for a Critical Food Processing Application
Allflo Pumps & Equipment was engaged to supply a lobe pump solution for a critical process application within a food processing plant, where...
1 min read


1 min read
Allflo Pumps & Equipment was engaged to supply a lobe pump solution for a critical process application within a food processing plant, where...
1 min read
Allflo Pumps & Equipment was engaged to supply replacement pumps for a continuous chocolate transfer application, where reliability, hygiene and...
1 min read
Allflo Pumps & Equipment was engaged by a global leader in the dairy industry to deliver a reliable pumping solution for transferring a viscous,...